随着中国西南地区(四川、重庆、云南、贵州)化工、食品等产业的快速发展,企业对智能化、环保化生产设备的需求激增。传统人工码垛和破袋作业不仅效率低,还存在粉尘污染、安全隐患等问题。近期,重庆某大型化工企业率先引入全自动破袋拆包机器人与四轴码垛机器人组成的智能生产线,实现从原料拆垛、破袋到成品码垛的全流程自动化,成为西南工业自动化升级的标杆案例。
全密闭作业,环保达标
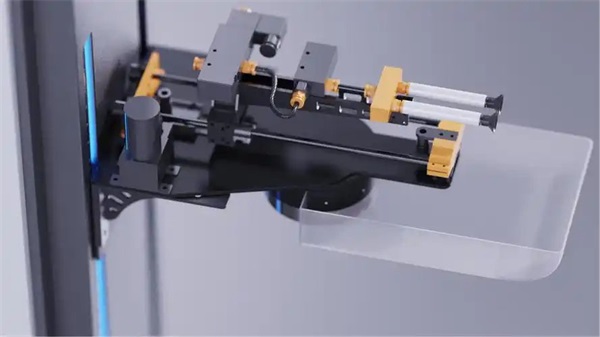
采用PT颗粒自动破袋机器人,全程密闭处理物料,配备高效除尘系统,粉尘外溢率降低95%,符合西南地区严格的环保政策要求。
废袋自动分离回收,减少工业垃圾处理成本,年节省环保费用约30万元6。
高效柔性生产
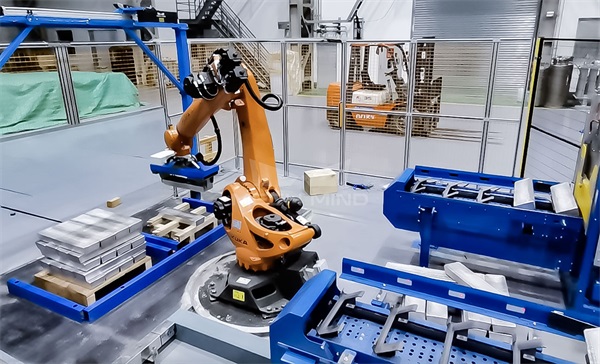
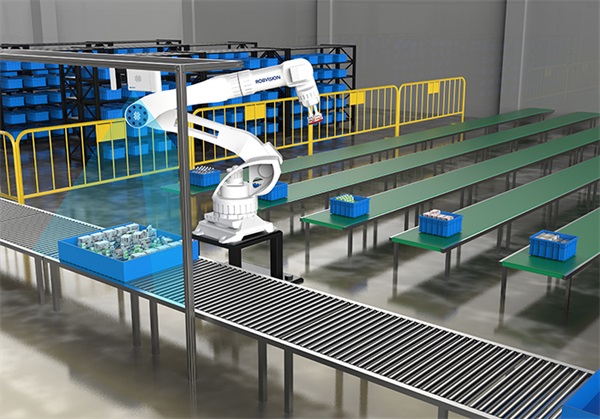
码垛机器人支持非标定制,可根据袋装、箱装物料灵活调整抓取方式,单机每小时处理量达1200袋,较人工效率提升5倍。
通过PLC编程与触摸屏控制,实现垛型层数(1-10层)、排列方式(4×4×4层)一键切换,适配不同托盘规格,减少换线停机时间。
本地化服务优势
设备供应商提供“西南片区24小时响应”服务,依托本地技术团队快速解决设备调试、维修问题,保障生产连续性。
成本优化:该生产线减少人工12人,年节约人力成本超80万元;同时降低物料损耗,成品率提升15%。
政策红利:企业成功申请“西南智能制造补贴”,覆盖设备采购费用的30%,进一步缩短投资回报周期。
行业示范:全自动破袋码垛系统推动区域内20余家化工、饲料企业跟进智能化改造。
西南地区计划在2025年内建成10个智能制造示范基地,重点推广冷缩套膜机与缠绕机的集成应用,解决高湿度环境下包装稳定性问题。企业可通过“设备+金融租赁”模式降低初期投入,加速自动化转型
化工粉尘治理方案、高湿度环境码垛设备、吨袋拆包自动化生产线